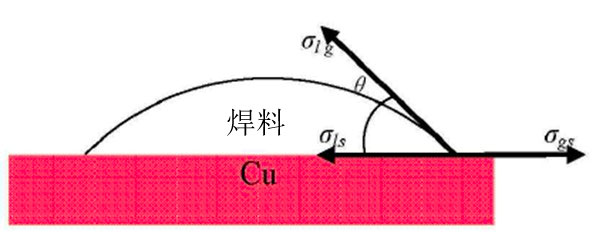
,潤濕性的好壞根據(jù)行業(yè)標(biāo)準(zhǔn)進(jìn)行判斷:
潤濕優(yōu)良:θ<30° ,且在焊點(diǎn)表面上可觀察到一層連續(xù)、均勻
、光滑
、無裂痕和無氣孔的附著良好的焊料
;
部分潤濕:θ>30°,從潤濕區(qū)域的邊緣上可看到母材金屬表面某些地方被焊料潤濕 ,而另一些地方未被潤濕
;
弱潤濕:在焊盤表面,初始被液態(tài)焊料潤濕,接著液態(tài)焊料產(chǎn)生部分收縮而形成不規(guī)則的液滴
;
不潤濕:θ>90°,焊料液滴在焊盤表面未鋪展,并可用外力除去
。
SAC305焊料在基板上的潤濕角
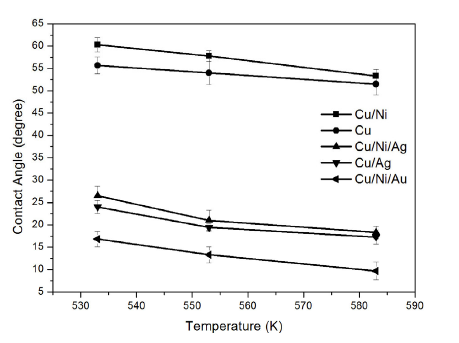
圖2 SAC305焊球在不同基板上不同溫度下的潤濕角
圖2表示 SAC305焊球在不同基板上隨溫度逐漸變化的潤濕角。根據(jù)數(shù)據(jù)分析,回流溫度在523K
和583K范圍內(nèi)時(shí),該焊料合金在
Cu/Ni、Cu、
Cu/Ni/Ag、
Cu/Ag、和Cu/Ni/Au等五種基板上均可潤濕。在同一基板上
,隨著溫度的升高,潤濕角逐漸減小
,表示較高的回流溫度提高了該焊料的潤濕性
。相同回流溫度下,該焊料合金在
Cu/Ni、
Cu、
Cu/Ni/Ag、Cu/Ag、和Cu/Ni/Au基板上潤濕角依次減小,特別是基板中含有Ag和Au的情況下變化特別明顯,在基板上的鋪展能力提高。
SAC305焊料與基板界面間的金屬間化合物
圖3反映了回流溫度為 523K時(shí),SAC305焊料在Cu/Ni、Cu和Cu/Ag基板上形成的金屬間化合物形貌。由圖3(a)可知 ,
Cu/Ni基板與SAC305焊料反應(yīng)形成平坦的暗灰色金屬間化合物層,并在靠近焊料處形成了少量塊狀化合物層 。由圖
3(b)界面處的元素分布確定該化合物為(Cu,Ni)3Sn4 。而
Cu 、
Cu/Ag基板與SAC305均形成了扇貝狀Cu6Sn5金屬間化合物 ,相比下
圖3(d)中的化合物厚度更大,且出現(xiàn)了細(xì)長的形貌 。
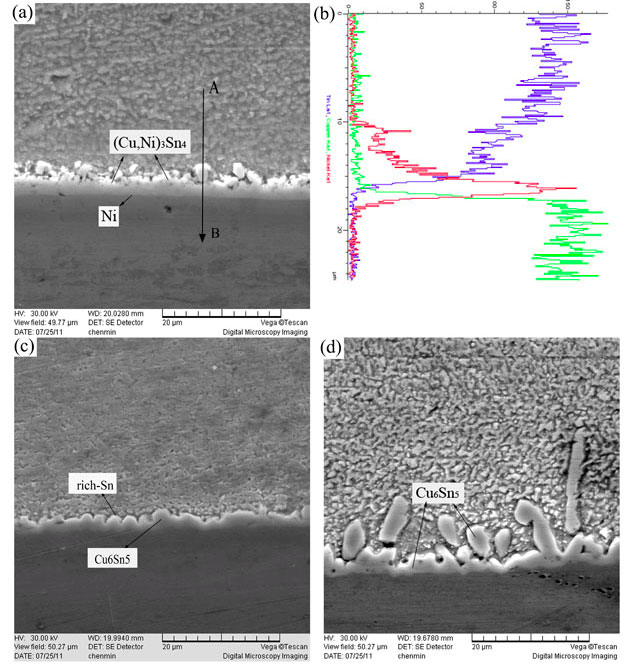
圖3 523K下SAC305焊料在不同基板上形成的界面形貌:
(a)Cu/Ni ,(
b)焊料和Cu界面的元素分布,(c)Cu和(d)Cu/Ag 。

圖4 553K下SAC305焊料在不同基板上形成的界面形貌:
(a)Cu/Ni ,(
b)Cu和(c)Cu/Ag。
回流溫度為 553K時(shí) ,
SAC305焊料在Cu/Ni 、
Cu和Cu/Ag基板上形成的金屬間化合物形貌如圖(4)所示。Cu/Ni基板上 ,暗灰色的層狀金屬間化合物 (
Cu ,
Ni)3Sn4厚度增大;Cu基板與焊料形成的Cu6Sn5化合物晶粒更加粗大 ;
Cu/Ag基板上少量金屬間化合物已經(jīng)擴(kuò)散到焊料基體中 ,同時(shí)也出現(xiàn)了少量白色絮狀
Sn-Ag-Cu化合物。
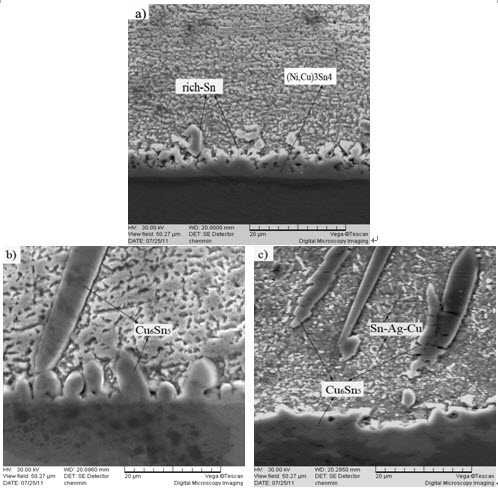
圖5 583K下SAC305焊料在不同基板上形成的界面形貌:
- Cu/Ni
,(
b)Cu和(c)Cu/Ag 。
回流溫度為 583K時(shí),(Cu ,
Ni)3Sn4化合物厚度進(jìn)一步增大 ,扇貝狀的Cu
6Sn5化合物長寬比繼續(xù)增大,且大量擴(kuò)散到焊料基體中。由圖(3)、(4)和(5)可知,在523K和583K溫度區(qū)間內(nèi),溫度越高,元素?cái)U(kuò)散越充分,潤濕能力越強(qiáng)。這與圖(2)中的數(shù)據(jù)是一致的。
結(jié)論
1、基板中含有Ag或Au的情況下,SAC305焊料潤濕基板的能力明顯增強(qiáng)。
2、同一基板上,在523K和583K溫度范圍內(nèi),溫度越高,焊料元素的擴(kuò)散速率和金屬間化合物的形成速率越快,潤濕性越好。
擊這里給我發(fā)消息")

計(jì)師/%e7%bb%8420%402x.png?2019010309290199)

計(jì)師/%e7%bb%8421%402x.png?2018122517481196) 15223848168
15223848168



 渝公網(wǎng)安備50010202000538號
渝公網(wǎng)安備50010202000538號